The Engineer’s Ultimate Guide to Double Sided Tape Selection
Most double sided tape failures are spec mismatches—not adhesive defects. Learn how surface energy (HSE vs LSE), acrylic vs rubber vs silicone PSA, tape thickness, and PET vs paper liners affect bonding, die cutting, and long-term durability.
They’re spec failures—wrong match between substrate surface energy, surface texture, service temperature,
and converting/application method.
In this guide you’ll learn:
- How surface energy (HSE vs LSE) dictates compatibility—and when primer is worth it
- Real trade-offs of rubber vs acrylic vs silicone PSA (tack, heat, aging, chemicals)
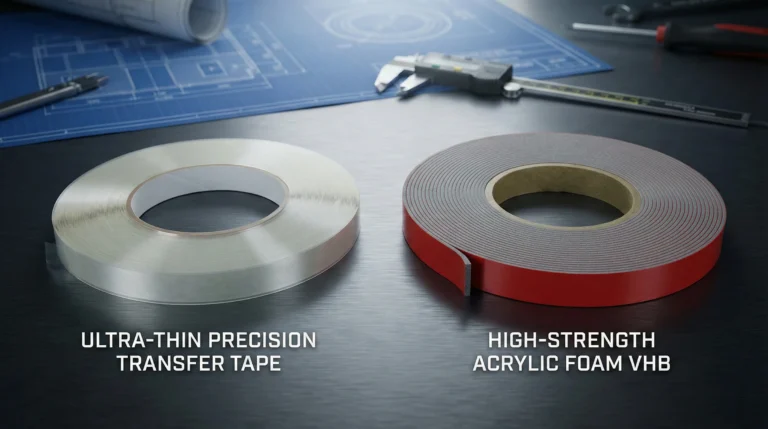
- A practical double sided tape thickness guide for rough surfaces and gap filling
- How PET liner vs paper liner impacts die-cutting, auto-apply, curl, and humidity stability
If you’re choosing double sided tape, start with the substrate’s surface energy (HSE vs LSE), then confirm temperature, texture, and application method. This double sided tape selection guide helps you avoid clean peel-off, edge lift, and creep by matching adhesive chemistry, thickness, and liner to real production conditions.
Quick Selection Checklist (Use This First)
- Substrate: metal/glass/painted metal vs PP/PE/TPO vs silicone rubber
- Environment: peak temperature, continuous temperature, oils/solvents, UV, humidity
- Surface: smooth vs textured/powder coat/orange peel vs rough/porous
- Process: die-cutting, auto-apply, hand application, rework needs
Fast rules (use as a starting point, not a guarantee):
- LSE plastics (PP/PE): use an LSE-tuned system or surface prep/primer; generic acrylic often underperforms.
- High temp + long life: acrylic usually outlasts rubber; validate with aging tests.
- Rough surfaces: thickness/conformability can matter as much as adhesive chemistry.
- Precision die-cut + automation: PET liner is often more dimensionally stable than paper in humid or variable climates.
Surface Energy & Substrate Compatibility (HSE vs LSE)
Direct answer: Surface energy is a proxy for how easily a pressure-sensitive adhesive (PSA) can wet-out and form intimate contact.
- HSE (High Surface Energy): metals, glass, many painted metals → broader tape options, easier wet-out.
- LSE (Low Surface Energy): PP, PE, many TPO/TPE blends → harder wet-out, needs LSE-capable adhesive or surface treatment/primer.
Common traps (where projects lose time):
- PP/PE: looks “OK” at first, then peels clean after 24–72 hours (poor wet-out or contamination).
- Powder coating: performance varies widely by resin/additives; some behave closer to LSE than typical paint.
- Contamination: mold release, silicone oils, coolants, fingerprints can make any surface behave “LSE-like.”
Substrate Mapping (Practical)
| Substrate | Typical Behavior | What Usually Works | What Often Fails |
|---|---|---|---|
| Stainless / Aluminum | HSE | Acrylic or rubber PSA (select by temperature/aging needs) | Very soft systems under sustained load (creep) |
| Glass | HSE (cleanliness-sensitive) | Acrylic PSA with good aging | Poor cleaning, low-tack grades without enough wet-out |
| Painted metal | HSE-to-mid | Acrylic PSA for durability | Wrong thickness on orange peel; rubber in high-heat aging |
| Powder coat | Mid-to-LSE (variable) | LSE-tuned acrylic; primer when needed | Generic acrylic assumed “universal” |
| PP / PE | LSE | Double sided tape for low surface energy plastics (LSE acrylic + prep/primer) | Standard “general purpose” acrylic |
| Silicone rubber | Special case | Silicone PSA | Acrylic/rubber PSAs (typically poor adhesion) |

Adhesive Selection: Rubber vs Acrylic vs Silicone PSA
Direct answer: choose the chemistry based on whether your risk is assembly performance today or durability over time.
Rubber PSA
- Best at: high initial tack, quick grab, fast assembly
- Limits: typically weaker at high-temperature aging and long-duration load vs acrylic
- Use when: indoor/general industrial mounting, short dwell needs, cost-sensitive builds
Acrylic PSA
- Best at: heat resistance, aging, higher shear holding, longer warranty targets
- Limits: may feel less “sticky” immediately; for PP/PE you need an LSE-capable acrylic (not all acrylics are)
- Use when: electronics, automotive, durable bonding where stability matters
Silicone PSA
- Best at: bonding to silicone rubber; high-heat performance where other PSAs struggle
- Limits: higher cost; not the default unless the substrate/environment demands it
Comparison Table
| Property | Rubber PSA | Acrylic PSA | Silicone PSA |
|---|---|---|---|
| Initial tack | High | Medium | Medium |
| Heat resistance | Low–Medium | Medium–High | High |
| Aging resistance | Medium | High | High |
| Chemical resistance | Medium | Medium–High | Medium–High (varies by grade) |
| LSE plastics (PP/PE) | Sometimes (often needs primer) | Yes if LSE-formulated | Not typical |

Double Sided Tape Thickness Guide (Conformability vs Creep)
Direct answer: go thicker when the surface has texture/roughness that creates micro-gaps. Thickness improves wet-out and stress distribution, but can increase creep if the construction is too soft for the load.
- Smooth, tight-tolerance assemblies: thinner constructions often reduce stack-up variation.
- Textured paint / powder coat / rough surfaces: thicker or more compressible structures fill micro-gaps and improve contact area.
- High static load: prioritize cohesive strength and shear holding power, not just thickness.
Scenario Guidance
| Scenario | Surface | Priority | Typical Direction |
|---|---|---|---|
| Electronics lamination | Smooth | Bondline control, clean die-cut | Thin double coated acrylic |
| Powder-coated bracket mounting | Textured | Wet-out + long-term stability | Thicker acrylic / foam acrylic construction |
| PP/PE housing attachment | LSE | LSE adhesion + process stability | LSE acrylic (+ primer if needed) |
| Temporary fixturing | Mixed | Removability | Rubber or removable acrylic grade |

Release Liner Selection: PET Liner vs Paper Liner
Direct answer: the liner doesn’t change adhesive chemistry, but it can make or break converting yield, automation stability, and curl/humidity behavior.
PET liner (film)
- Strengths: dimensional stability, clean die-cutting, low lint, better for automated application and tight registration
- Watch-outs: can be stiffer; curl can still happen if lamination tension/storage is poor
Paper liner (siliconized)
- Strengths: often easier manual peel, cost-effective, familiar handling
- Watch-outs: humidity sensitivity, potential curl/warp, dusting risk, less stable for precision auto-apply in humid plants
Process Impact Table
| Requirement | PET liner | Paper liner |
|---|---|---|
| Rotary die-cut accuracy | Strong | Medium |
| Auto-apply / dispensing | Strong | Medium (humidity dependent) |
| Curl control in humidity swings | Strong | Weaker |
| Manual peel feel | Medium | Strong |
| Cost sensitivity | Medium | Strong |

Qualification & Failure Modes (What to Test Before You Commit)
Direct answer: validate peel, shear/holding power, and environmental aging on real substrates prepared exactly like production.
Minimum practical test plan
- Peel: room temperature + elevated temperature if relevant
- Static shear / holding power: under representative load and temperature
- Aging: heat cycling, humidity exposure, UV if outdoors
- Chemical contact: oils/cleaners/solvents if present (even intermittent)
Common failure modes (and what they usually imply)
- Clean peel-off from plastic (adhesive stays on tape): poor wet-out on LSE, contamination, or wrong chemistry.
- Adhesive splits (residue on both sides): cohesive weakness; consider higher shear grade or different chemistry.
- Edge lift after heat cycling: thermal expansion mismatch; consider conformability or better aging resistance.
- Curling die-cuts: liner choice, storage climate, lamination tension, humidity effects.

Spec Checklist You Can Send to a Supplier (Copy/Paste)
- Substrate A / B: material, coating, texture
- Surface prep: cleaning method, primer use, treatment (plasma/corona/flame)
- Geometry: flat/curved, edge exposure, gaps/steps
- Environment: peak/continuous temp, humidity, UV, oils/solvents
- Load: static shear, peel stress, vibration, thermal cycling
- Target thickness: bondline/gap fill requirement
- Liner preference: PET vs paper; peel direction constraints
- Converting: kiss-cut/rotary die/sheets; roll width, core size
- Application: manual vs automation; pressure/roller; speed
- Acceptance criteria: peel/shear targets and aging duration

FAQ (Schema-Friendly)
Q1: How to choose double sided tape for low surface energy plastics (PP/PE)?
A: Start with an LSE-formulated acrylic (not generic acrylic). If peel strength is inconsistent, add surface prep + primer or treatment (plasma/corona) and re-test on real parts.
Q2: Acrylic vs rubber vs silicone adhesive tape—what’s the simplest rule?
A: Rubber for fast tack and quick handling, acrylic for durability and higher heat/aging performance, silicone when bonding to silicone rubber or high-heat demands it.
Q3: Does thicker double sided tape always bond better?
A: No. Thickness helps on rough surfaces by filling micro-gaps, but overly soft/thick constructions can creep under load. Match thickness to texture and load profile.
Q4: PET liner vs paper liner double coated tape—what should I pick for die-cutting?
A: For precision die-cutting and automated dispensing, PET liner is usually more stable. For manual liner removal and cost targets, paper liner can work well—watch humidity and curl.
Q5: Why does my tape pass initial tests but fail after a few days?
A: Typical causes are LSE wet-out limitations, contamination (mold release/oils), insufficient application pressure, or selecting a grade with inadequate aging resistance for temperature/chemicals.
Q6: What’s the most overlooked step in tape bonding?
A: Application pressure and dwell time. Many PSAs build bond strength over 24–72 hours, so process control matters as much as tape selection.
References (External)
- ASTM D3330/D3330M — Peel Adhesion of Pressure-Sensitive Tape
- ASTM D3654/D3654M — Shear Adhesion of Pressure-Sensitive Tape
- Surface energy (overview)
Related Resources (Internal)
- Double Sided Tape Product Range
- Die-Cut Tape & Converting Services
- Request Samples / Get a Recommendation
- More Tape Selection Guides
Need a tape solution for your project?
Share your application, drawings and target price. Our engineering team will recommend suitable tape structures and send you a quote within 24 hours.
Get a Custom Tape Recommendation